20 7481 4897")



Looking into Glazing Failures: Although not commonly considered a ‘structural’ material like concrete, steel, timber or masonry, glass is more and more prevalent in buildings, whether in facades, roofs, safety barriers and even floors. It is not surprising that here at Hawkins we often investigate and identify the causes of glazing failures, whether they are down to: defective construction practices, accidental damage, or defects inherent in the design or manufacture of the glass products themselves.

The main ingredients of the most common type of modern glass are sand (silica), soda ash (sodium carbonate) and limestone (calcium carbonate), which is why glass is also referred to as soda lime silicate glass. Most commercially-available glass is manufactured using the float process, developed in the 1950s by Pilkington, a glass manufacturing company founded in 1826 and based in Lancashire.
In the float glass process, the molten glass is poured onto a pool of molten tin. The molten glass floats on top of the molten tin and flows outwards across its surface to form a flat, uniform sheet. This float glass is then annealed to relieve the internal stresses in the glass, which form as the glass first cools, making it difficult to cut. During annealing, the glass is reheated and held at a temperature below its melting point, and then gradually cooled. Once it has been annealed, the glass can then be cut to the required size.
Annealed glass (sometimes also called ‘basic annealed glass’) fractures into large, jagged shards when it breaks. Those shards are hazardous and can cause cuts if someone either falls through a window or if the shards fall when a glass pane breaks. Just like all types of glass, annealed glass will fracture when it is subject to high enough tensile (pulling) stresses, which could arise due to either impact, bending or restrained thermal expansion and contraction.
The strength of glass can be enhanced by subjecting it to a heat treatment process called thermal tempering. Glass that is heat-treated via this method is referred to as toughened or tempered glass. Two types of heat-treated glass are commonly used in buildings: heat-strengthened glass and toughened glass.
Heat-strengthened glass is described in BS EN 1863, and is also sometimes known as ‘partially toughened’ or ‘semi-tempered’. It is manufactured by heating annealed glass and then suddenly cooling it with jets of cold air. This causes the outer surface of the glass to cool and solidify before its interior does. When the interior eventually cools, it tries to shrink, ‘pulling’ the cooled outer surface in towards the core. Once the glass has fully cooled, the surface of the glass is in compression (being squeezed together), while the interior is in tension (being pulled apart); these ‘locked-in’ stresses are also called residual stresses. The compressive stresses on the surface of the glass make it more resistant to tensile stresses arising in use, including impact and bending.
When heat-strengthened glass breaks, it fails in a manner in between that of annealed glass and toughened glass, by tending to form larger cube-type features near the origin of the fracture (similar to toughened glass), which then radiate out into larger shards (similar to annealed glass).
Thermally-toughened glass is described in BS EN 12150. It is manufactured in a similar way to heat‑strengthened glass, but the surface is cooled more quickly, thus setting up larger compressive stresses in its surface and tensile stresses in its interior. These increased residual stresses give toughened glass more resistance to impacts and bending stresses.
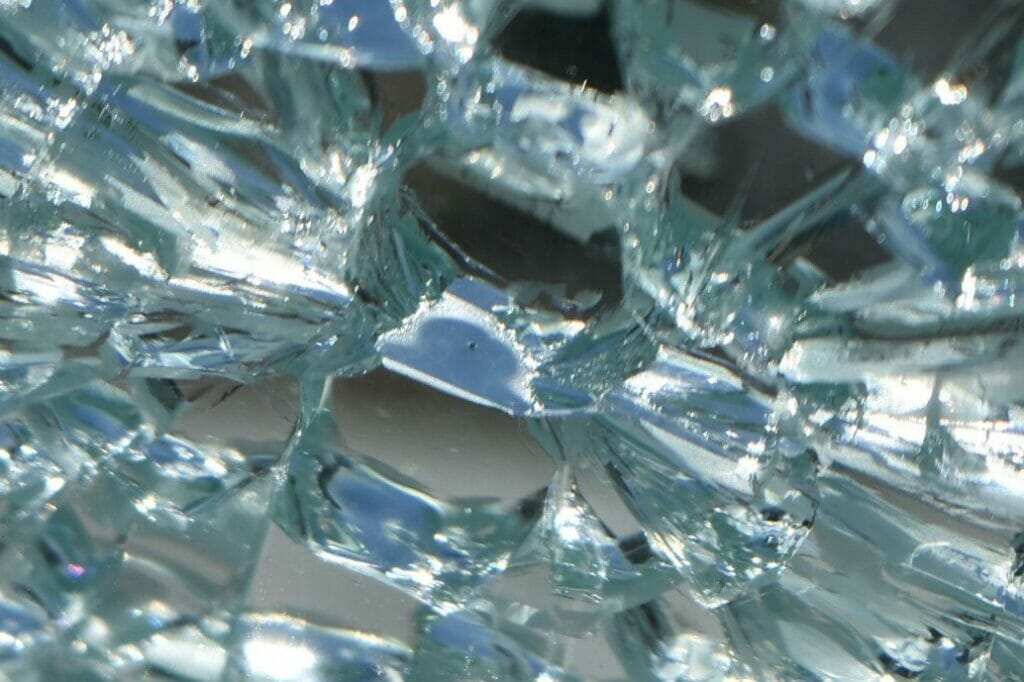
However, once a crack reaches the interior tensile region, the residual tension in the interior of the glass causes the cracks to grow and spread throughout the whole pane, resulting in sudden and extensive fracture of the whole pane into many small cubic pieces. Although they are still sharp and hazardous, these small pieces of glass are less hazardous than the large, jagged shards that come from fractured annealed glass. The residual stresses in thermally-toughened glass also make it vulnerable to another type of failure: ‘spontaneous’ fracture due to inclusions and in particular, nickel sulphide (NiS) inclusions.

During manufacturing, contaminants in glass from either raw materials or fuel can combine to form compounds that become entrapped in the glass as an inclusion. One example of this is when nickel and sulphur contaminants combine to form nickel sulphide inclusions.
After manufacture, NiS inclusions undergo a ‘phase transformation’ (a change of crystal structure) that causes them to increase in volume. This process can take several years to happen in glass that is in service. As an inclusion expands, it pushes outwards on the glass around it, setting up tensile stresses. If this occurs in the interior of toughened glass, which has residual tensile stresses, then this phase change has a similar effect to a crack reaching the tensile zone: the glass can fail suddenly and without warning. Often, the pane fails when nobody is nearby to witness it, but the shattered glass remains in place, sometimes held by plastic films applied to its surface. The question often arises: was this a failure caused by an accidental impact that wasn’t reported, or was the failure due to an inclusion?

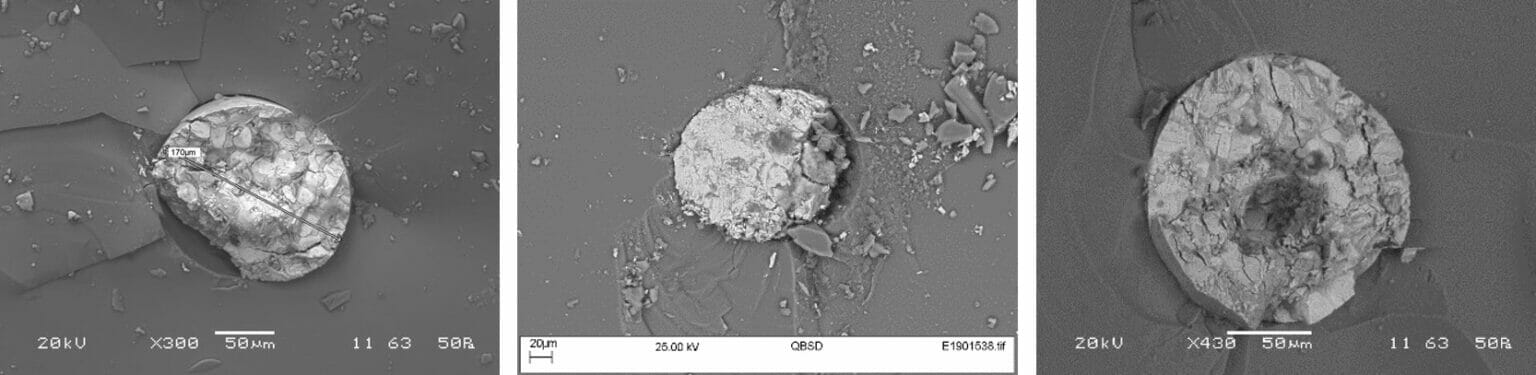
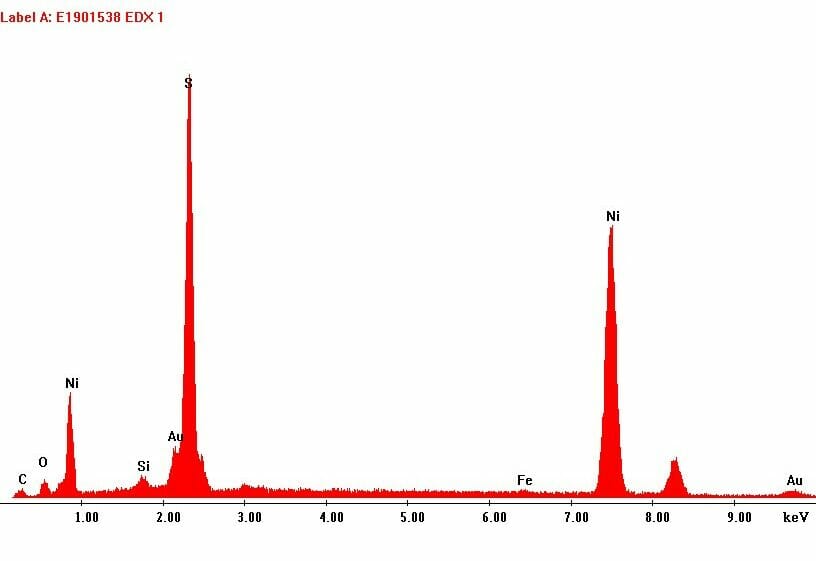
An inspection by Hawkins with high-quality photographs can often identify the critical details that differentiate between seemingly similar glass failures. For example: the fracture on the left was caused by an impact, and that on the right was caused by an inclusion. We can also identify cases where visual inspection alone will not be sufficient, and carry out the further investigations such as scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDX) to identify whether an inclusion is present at the fracture origin or not.
Published research suggests that NiS inclusions in toughened glass are rare: typically 1 in 500 toughened glass panes of average size include a nickel sulphide inclusion. Therefore, although rare, there is a possibility that a pane of toughened glass could still contain a nickel sulphide inclusion. It is not practicable to detect the presence of all nickel sulphide inclusions during the manufacturing process, and therefore even glass manufactured in accordance with industry best practices could contain a nickel sulphide inclusion large enough to cause failure.
However, a failure rate of 1 in 500 panes is not acceptable in some applications (for example on the facades of high-rise buildings, where it can cost tens of thousands of pounds to replace a single failed pane). In these situations, heat-soaked toughened glass is often specified. The heat soaking process is detailed in BS EN 14179-1:2005 and involves re-heating toughened glass to around 290°C and holding it at that temperature for 2 hours. This encourages the vast majority of NiS inclusions to undergo the phase change during the heat-soaking treatment, which means that the panes that would have probably failed in service, instead fail during manufacturing, as part of the heat soaking process. After heat soaking, the risk of spontaneous breakage due to NiS inclusions should be no more than one breakage per 400 tonnes of glass.
When investigating glass failures, Hawkins can collect and review information, such as photographs and design documents, as well as visit the location of a broken pane to take a clear and thorough record of both the witness evidence and the fracture glass. The quality of information collected at an early stage can be crucial to confirm the important facts surrounding a glass failure, such as:
- What type of glass has failed?
- Does this type of glass conform to the design drawings and relevant standards?
- What is the fracture pattern of the glass?
- Where does the fracture appear to start from (the initiation point)?
- Are there any tell-tale features at the initiation point, such as: surface damage, hard edges, features that could cause temperature differentials, or even NiS inclusions?
- Is it possible to retain the glass around the initiation point for laboratory inspection?
We have found that when we are consulted about a glass failure, the quality of photographs of failed glass panes provided is often not of high enough resolution for us to provide any useful advice on the cause of failure. In addition, the photographs we receive do not always focus on the most important aspects to a failure investigation. If we are instructed before the fractured pane is removed, we can generally attend either the same day or the next day to take high-quality photographs, as well as secure the most important areas of glass to retain for future laboratory examination, should that prove necessary. In some cases, however, we are able to identify clear evidence of a particular cause of failure from our inspection on site, including: impact damage near the origin of fracture, incorrectly specified glass, or even visible inclusions at the fracture origin.
On larger-scale projects, such as multi-storey buildings where numerous panes have failed, we are able to review the evidence surrounding each failure, as well as the design and specification of the glazing, and the expected rates of failure. We can provide an opinion on whether glass has probably been adequately specified, manufactured and supplied–or not–including whether or not heat soaking was carried out in accordance with the design.
ABOUT THE AUTHOR
Bernard Travers is a Chartered Civil Engineer who has a background in structural design and specialises in investigating building defects and failures. With Hawkins, Bernard has carried out investigations of building material failures (glass, concrete and masonry), ingress of water in facades, roofs and basements, review of building designs, structural collapses, subsidence and personal injuries.